








Advantages of Using Self-Driving Forklifts in Industrial Settings
_%E7%94%BB%E6%9D%BF%201.avif)

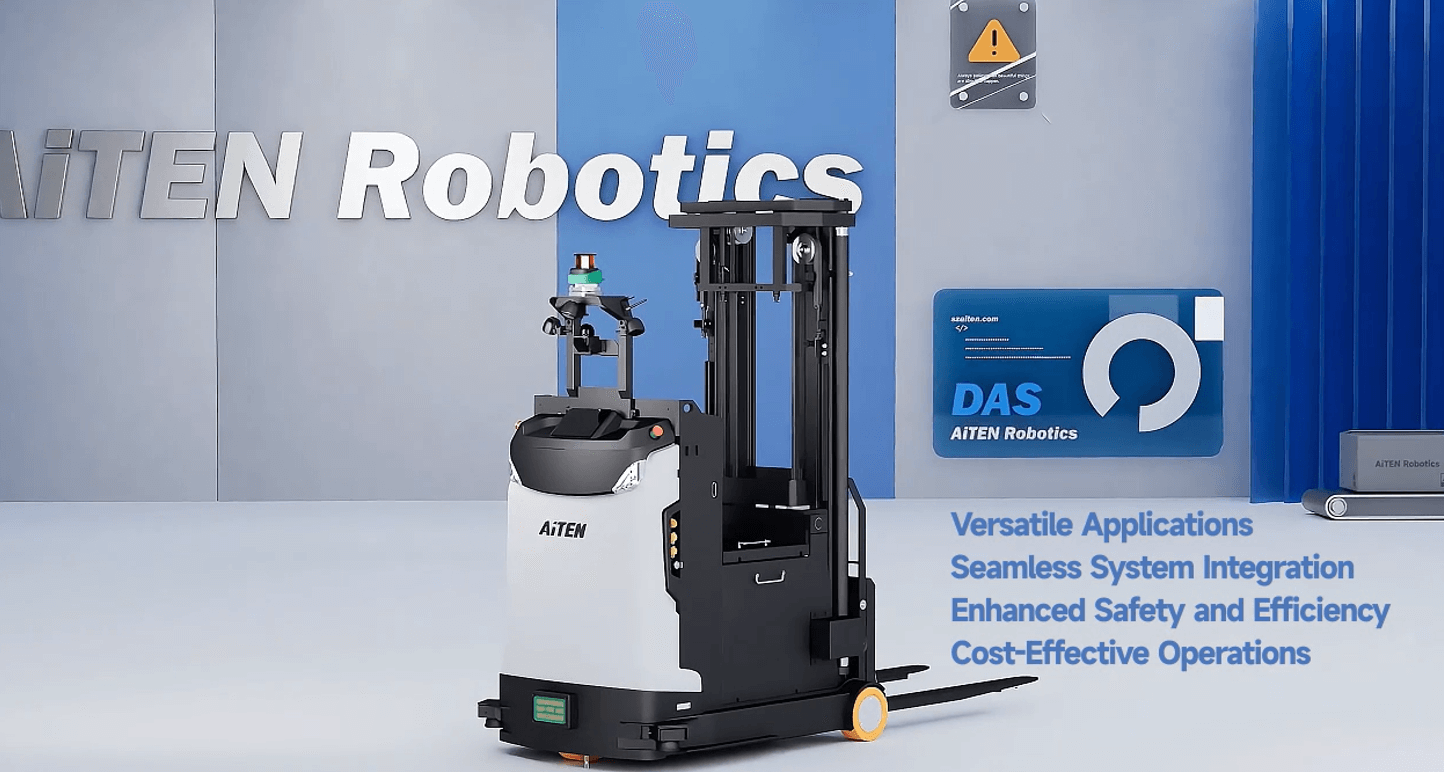
In today’s fast-paced industrial landscape—where efficiency, safety, and cost control are make-or-break factors — self-driving forklifts have emerged as a transformative solution. Unlike traditional manual forklifts, these automated systems leverage advanced robotics, sensors, and IoT integration to redefine material handling. Below are the key advantages that make self-driving forklifts a game-changer for warehouses, manufacturing plants, and logistics centers.
1. Unmatched Operational Efficiency
Self-driving forklifts eliminate the limitations of human labor, such as fatigue, shift changes, and slowdowns from repetitive tasks. They operate 24/7 without breaks, maintaining consistent speed and precision across shifts. Self-driving forklifts can cut pallet-moving time compared to manual operations—they don’t need to pause for rest, and their pre-programmed routes avoid unnecessary detours.
AiTEN material handling robot in textile machinery manufacturing application case
Additionally, integration with warehouse management systems (WMS) allows real-time task allocation: the forklifts automatically prioritize urgent orders (e.g., restocking a production line) and adjust schedules dynamically, reducing waiting times for critical materials.
Integrating self-driving forklifts with warehouse management systems (WMS)
2. Enhanced Workplace Safety
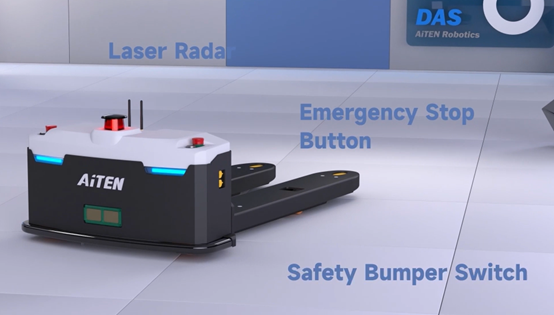
Safety is a top priority in industrial settings, and self-driving forklifts address major risks associated with manual operation. Equipped with LiDAR, 3D cameras, and ultrasonic sensors, they create a 360° safety zone—detecting obstacles (workers, equipment, or debris) and responding instantly (slowing down, stopping, or rerouting). This cuts collision risks by over 90%, according to industry data. Unlike human operators, self-driving forklifts also never violate safety protocols: they adhere strictly to speed limits in narrow aisles, avoid overloading, and maintain safe distances from other assets, eliminating human error like distracted driving.
3. Significant Cost Savings
Over time, self-driving forklifts reduce total operational costs in three key ways:
- Labor cost reduction: They replace the need for full-time forklift operators, especially for night or weekend shifts that often require overtime pay.
- Lower maintenance costs: Self-driving forklifts use predictive maintenance—sensors track component wear (e.g., battery life, tire condition) and alert teams before breakdowns occur, reducing unplanned downtime and repair costs.
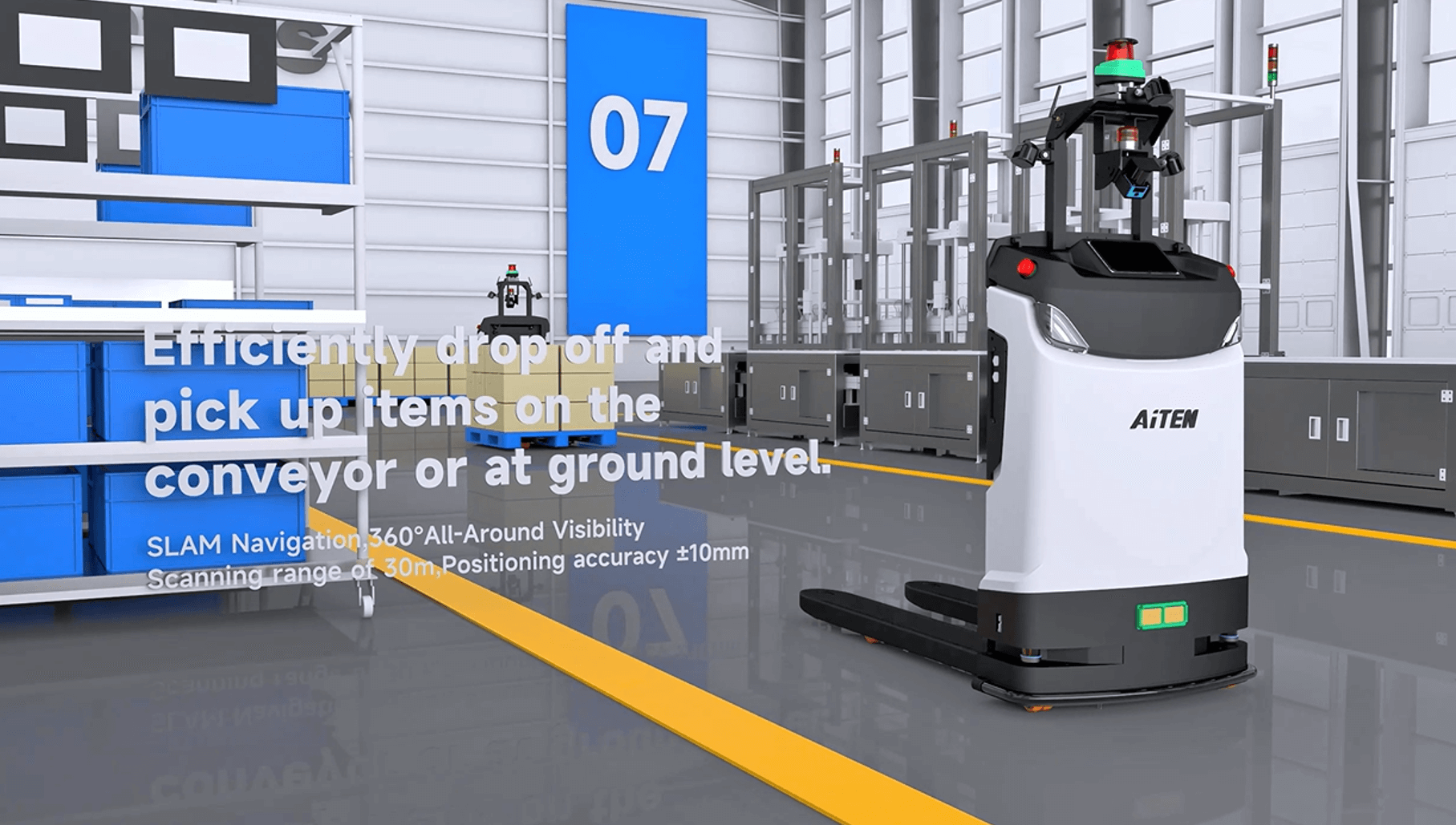
- Minimized product damage: With ±10mm positioning precision, they handle goods gently, cutting product damage rates significantly.
4. Optimized Space Utilization
Industrial facilities often struggle with limited storage space, but self-driving forklifts maximize usable areas. Their compact design and precise navigation let them operate in narrow aisles (as tight as 1.2 meters)—half the width required for manual forklifts. They also stack goods up to 9 meters high, increasing vertical storage capacity. For high-density warehouses, this means fitting more inventory without expanding the facility footprint.
Conclusion
In short, self-driving forklifts are more than just “automated tools”—they’re strategic assets that boost efficiency, safety, and cost-effectiveness. As industrial operations grow more complex, integrating self-driving forklifts becomes a critical step toward building resilient, future-ready supply chains.
About AiTEN Robotics
As a company specialising in intelligent logistics solutions, AiTEN Robotics has consistently focused on the ‘smart factory’ scenario, deeply integrating technological innovation with industry needs. It has provided comprehensive services to over 200 manufacturing clients worldwide: Leveraging a full range of material handling robot product portfolios to cover diverse material handling scenarios, we have developed an industry-grade intelligent scheduling system to enable efficient collaboration among multiple devices. Through a comprehensive lifecycle service system spanning pre-sales planning, deployment and implementation to operations optimization, we empower enterprises to achieve logistics intelligence transformation, continuously driving the digital upgrading and high-quality development of the manufacturing industry.
Contact us to explore automation solutions for your factory.

